- Trang chủ
- Tài liệu - Hướng dẫn : Hướng dẫn sử dụng cura
1.Cài đặt máy in trong Cura
a.Settings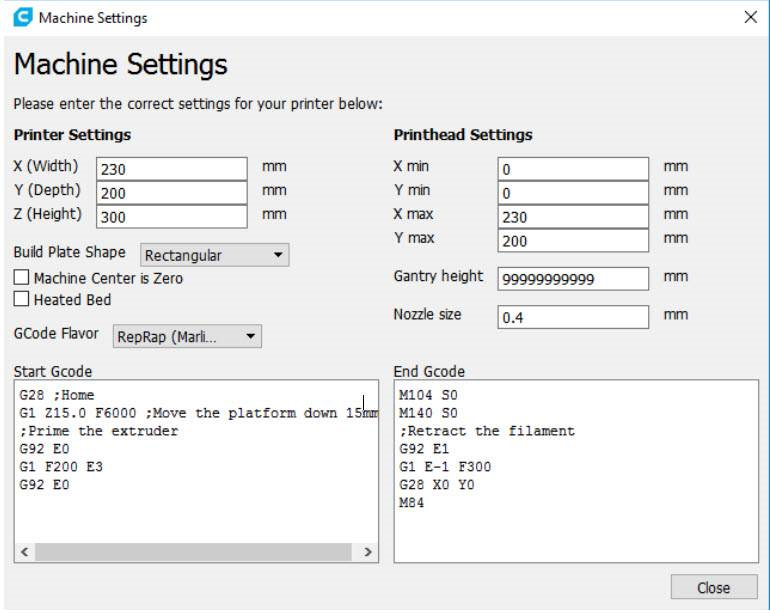
2.Thao tác chuột trên Cura
c.Quality.
4. Xuất File In 3D
– Save to File: Lưu file vào thẻ nhớ hoặc USB. Định dạng file máy in 3D là Gcode
Ngoài Cura, hiện nay còn một số phần mềm in 3D miễn phí khác như là Repetier Host:
a.Settings
- – Configure Setting Visibility… Printers
- – Custom FDM Printer
- – Machine settings.
- – Thông số kích thước bàn máy in: X (Width), Y (Width), Z (Height) .
- – Trong mục “Build Plate Shape” à chọn “ Rectangular”.
- – Machine Center is Zero: Máy in chạy về tọa độ giữa bàn in sau khi hoàn thành.
- – Heated Bed: Nhiệt bàn in.
- – GCode Flavor: Main bord của máy in đang cài đặt. Ở đây mình chịn “RepRap (Marlin/ Sprinter)”
- – X (min), Y (min), X (max), Y (max): Cử hoạt động của đầu in lớn nhất và nhỏ nhất.
- – Nozzle size: Kích thước đầu in. Ở đây mình dùng đầu in “0.4”
- – Start Gcode, End Gcode: Mã Gcode.
Sử dụng phần mềm in 3D CuRa 2.4
2.Thao tác chuột trên Cura
- – Chuột trái: Nhấn chọn mô hình, nhấn giữ để di chuyển mô hình trong khu vực in tương ứng với vị trí bàn in.
- – Chuột phải: Nhấn giữ để di chuyển thay đổi góc nhìn.
- – Con lăn: Lăn để phóng to thu nhỏ.
- – Chuột trái và phải: Nhấn giữ cùng lúc cả chuột trái và phải, di chuyển lên xuống để phóng to và thu nhỏ tương tự con lăn.
- – Chuột trái + Shift: Nhấn giữ chuột kết hợp phím Shift đồng thời di chuyển chuột để kéo mô hình lại gần hoặc đẩy mô hình ra xa.
- – Open File: Nhập file cần in có đuôi “.STL”
- -Scale: Tỉ lệ mẫu in.
- – Rotate: Xoay mô hình theo hướng khác nhau để có hướng in phù hợp.
- – Miror: Tạo mô hình phản chiếu của mô hình ban đầu.
- – View mode: Chế độ xem khác nhau để kiểm tra mô hinh trước khi in.
- – Materrial: Loại nhựa.
- – Profile: à Chọn “Normal Quality #2”
c.Quality.
- – Layer Height: Chiều cao lát in. Sản phẩm mịn hay không là phụ thuộc vào cái này.
- – Layer còn mỏng thì chất lượng về mặt sản phẩm còn đẹo nhưng thời gian in sẽ tăng lên, layer dày thì bề mặt thô nhưng bù lại thời gian in giảm xuống.
- – Thông thường bề dày ở 0.2 hoặc 0.1 là phù hợp
- – Initial Layer Height: Chiều cao lớp ban đầu.
- – Line width: Chiều rộng lớp. Thường thì để bằng chiều rộng đầu in.
- – Wall line width: Chiều rộng lớp tường.
- – Top/ Bottom line width:Chiều rộng lớp in ở trên cùng và dưới cùng của sản phẩm. Ta dùng bằng đầu phun. Ở đây là 0.4
- – Infill line width : chiều rộng lớp điều đầy.
- – Wall thickness: Bề dày của tường. Bề dày của lớp vỏ còn lớn thì độ bền sản phẩm còn cao. Thông thường cài đặt ở mức 0.8, con số cài đặt này là bội của số của kích thước đầu phun.
- – Wall line count: Số dòng tường,
- – Top/ Bottom Pattern: Kiểu chạy tường.
- – Infill : Điền đầy.
- -Infill Density: Phần trăm điền đầy. Thường ta chọn 20%.
- – Infill Line Distance: Đường kính sợi in. Ta dùng sợi 1.75
- – Infill overlap Percentage: Tỉ lệ chồng chéo. Ta chọn 10%.
- – Printing Temperature: Nhiệt độ in. Đối vs nhựa PLA thì dao động 180-200oC
- – Diameter: Đường kính sợi dây nhựa in 3D
- – Flow: 100%.
- – Entraction speed: Rút ba via.
- – Retraction Retract speed: Tốc độ rút ba via.
- – Retraction Prime speed: Tốc độ chính.
- – Retraction minimum travel: Rút ngắn tối thiểu Ba via.
- – Maximum retraction count: Số lần rút lại tối ra.
- – Minimum extrusion distance window: Khoảng cách đùn tối thiểu.
- – Print speed: Tốc tộ in tương ứng với độ di chuyển của đầu phun theo chìu xy. Máy in có thể đạt tốc độ trên 100mm/s nhưng in ở tốc độ cao sẽ ảnh hưởng đến chất lượng tạo ra sản phẩm. Việc lựa chọn tốc độ in đòi hỏi kinh nghiệm, Nên bắt đầu với tốc độ khoảng 40-60 mm/s
- – Infill speed: Tốc độ điền đầy.
- – Wall speed: Tốc độ in tường.
- – Outer wall speed: Tốc độ in tường ngoài.
- – Inner wall speed: Tốc độ in tường trong.
- – Top/ Bottom speed: Tốc độ in lớp trên và dưới cùng.
- – Combing mode: Chế độ chạy không khi không in.
- – Travel Avoid Distance: Khoảng cách chạy không,
- – Start Layers with the Same Part: Bắt đầu với các lớp cùng một phần.
- – Enable Print Cooling: Kích hoạt chế độ làm mát khi in.
- – Regular Fan Speed at Height: Chế độ quạt thường ở chế độ cao.
- – Fan Speed: Tốc độ quạt 100%. i.Support
- – Enable Support: Kích hoạt chế độ đỡ cho các phần nhô ra ngoài mô hình.
- – Support Z Density: Tỷ lệ hỗ trợ.
- – Support Line Distance: Khoảng cách đường hỗ trợ.
- – Support Z Distance: Khoảng cách hỗ trợ chiều Z.
- – Minimum Support X/Y Distance: Khoảng cách hỗ trợ nhỏ nhất chiều X, Y.
- – Support Stair Step Height: Chiều cao hỗ trợ.
- – Support Join Distance: Khoảng cách điểm tham gia hỗ trợ. 4. Xuất File In
- – Save to File: Lưu file vào thẻ nhớ hoặc USB.
4. Xuất File In 3D
– Save to File: Lưu file vào thẻ nhớ hoặc USB. Định dạng file máy in 3D là Gcode
Ngoài Cura, hiện nay còn một số phần mềm in 3D miễn phí khác như là Repetier Host:
Các tin khác